一����、機械手的應用:
由于注塑機械手能夠大幅度的提高生產(chǎn)率和降低生產(chǎn)成本��,能夠穩(wěn)定和提高注塑產(chǎn)品的質量��,避免因人為的操作失誤而造成的損失��。因此,注塑機械手在注塑生產(chǎn)中的作用變得越來越重要����。目前國內(nèi)的機械手類型比較簡單,且大都用于取件���。隨著注塑成型工業(yè)的發(fā)展����,以后將有越來越多的機械手用于上料�����、混合��、自動裝卸模具�、回收廢料等各個工序上����,而且將朝著智能化方向發(fā)展。塑膠在我們工業(yè)��、民生等材料上占據(jù)非常重要的地位��,很多材料也陸續(xù)的被塑料所代替;塑膠的成型包括:注塑成型����、吸塑成型、吹塑成型����、押出成型、壓鑄成型等�����,注塑成型之應用較為廣泛�。在汽車、通訊���、電子�、電氣��、家電��、醫(yī)療��、化妝品���、日用品�、辦公用品等行業(yè)極為普及。在傳統(tǒng)的注塑成型工藝����,由很早人工合模成型,到注塑機油壓合模成型����,在演變成今天電腦控制成型工藝,進步不僅反應在產(chǎn)品工藝質量�����、外觀���,還有成型效率等��。注塑成型競爭日趨白熱化��,成型質量與效率關系企業(yè)生存���;成型質量與注塑機本身性能�、模具工藝及周邊環(huán)境有關�,成型效率與模具精度�、成型工藝、生產(chǎn)數(shù)量有關��;隨著注塑機操作人員日趨供應緊張�����,人工生產(chǎn)成本的增加����,注塑機的取出機械手也應用越來越廣泛。塑膠成型自動化的應用極為普遍��,機械手在應用過程中主要表現(xiàn)以下用途:
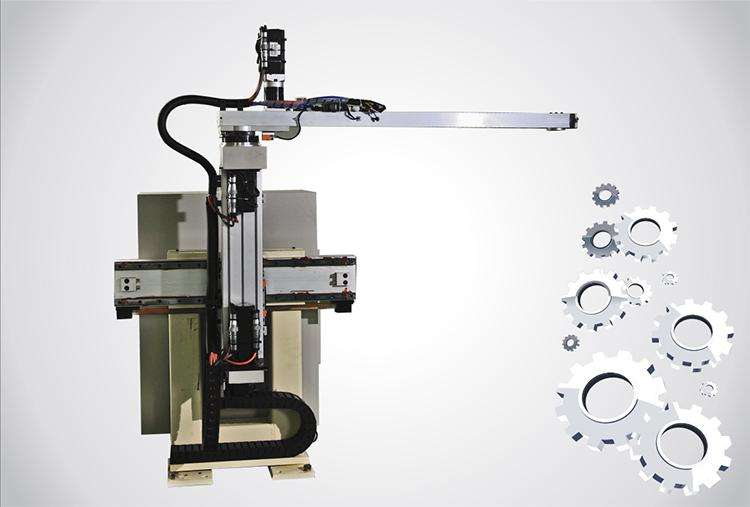
1��、機械手生產(chǎn)廠家取出模內(nèi)產(chǎn)品��,取代人將原來半自動生產(chǎn)轉向全自動化生產(chǎn)�;
2、機械手模外取產(chǎn)品�,模內(nèi)埋入產(chǎn)品(貼標簽、埋入金屬�����、二次成型等);
3���、機械手取出后之自動包裝����,自動入庫����;
4、成型原料自動供料系統(tǒng)�����,廢料回收系統(tǒng)����;
5、機械手生產(chǎn)廠家控制系統(tǒng)等等���;
因成型產(chǎn)品各異���,自動化應用也非常繁雜因能夠取代人力效率低下,保證成型產(chǎn)品工藝所以應用越來越廣泛�����。注塑機之取出機械手便是成型自動化中應用較為廣泛的�����。
二���、機械手的控制系統(tǒng):
機械手控制的要素包括工作順序���、到達位置、動作時間�����、運動速度��、加減速度等����。
機械手的控制分為點位控制和連續(xù)軌跡控制兩種。
控制系統(tǒng)可根據(jù)動作的要求���,設計采用數(shù)字順序控制��。它首先要編制程序加以存儲�����,然后再根據(jù)規(guī)定的程序����,控制機械手進行工作。
程序的存儲方式有分離存儲和集中存儲兩種����。分離存儲是將各種控制因素的信息分別存儲于兩種以上的存儲裝置中,如順序信息存儲于插銷板����、凸輪轉鼓、穿孔帶內(nèi)���;位置信息存儲于時間繼電器�����、定速回轉鼓等��;集中存儲是將各種控制因素的信息全部存儲于一種存儲裝置內(nèi)���,如磁帶�����、磁鼓等。這種方式使用于順序��、位置�����、時間���、速度等必須同時控制的場合���,即連續(xù)控制的情況下使用。
其中插銷板使用于需要迅速改變程序的場合����。換一種程序只需抽換一種插銷板限可,而同一插件又可以反復使用���;穿孔帶容納的程序長度可不受限制���,但如果發(fā)生錯誤時就要全部更換��;穿孔卡的信息容量有限���,但便于更換、保存���,可重復使用���;磁蕊和磁鼓僅適用于存儲容量較大的場合。至于選擇哪一種控制元件����,則根據(jù)動作的復雜程序和精確程序來確定。
對動作復雜的機械手�,采用求教再現(xiàn)型控制系統(tǒng)。更復雜的機械手采用數(shù)字控制系統(tǒng)����、小型計算機或微處理機控制的系統(tǒng)。